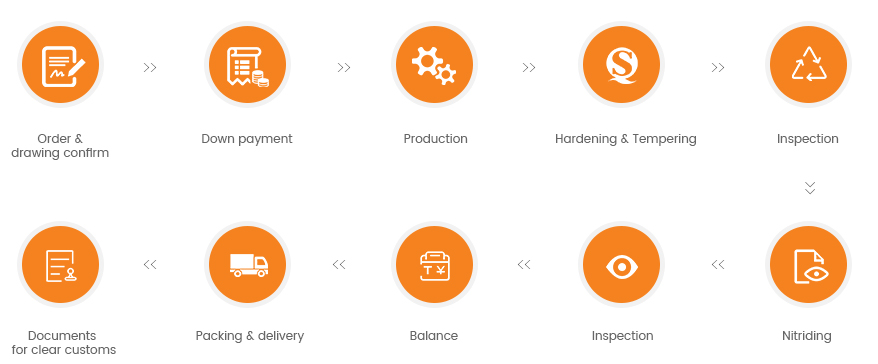
Treatment Process:
Spray bimetallic layer
Centrifugal casting bimetallic
Technical parameters:
Alloy depth:0.8-2.0mm
Alloy hardness:HRC56-65
Bimetallic barrel for injeciton moulding machine
Screw diameter: Ø20-Ø220 L/D=20-22
Mould clamping force: 100KN-35000KN
Shot weight:30-30000G
Screw structure and compression ratio can be designed according to different products and raw material.
Base Materials:
1)38CrMoAlA(JIS SACM 645)
2)42CrMo(AISI 4140)
3)Cr12MoV(JIS SKD-11)
4)4Cr5MoSiV1(JIS SKD-61)
5)9Cr18MoV
6)DC53 (JIS G4404)
Bimetallic Alloy Materials:
1)Fe-based alloy
2)Ni-based alloy
3)Co-based alloy
4)NiCo-based alloy
5)Wolfram carbide
Processing Technology:
Heat treatment
High-frequency quenching
Nitriding treatment
Hard-chrome electroplating
Bimetallic alloy welding
Technical Parameter:
Nitrided layer depth:0.50-0.80mm
Nitrided hardness: 950-1100HV
Nitrided brittleness: Less than 2 level
Surface roughness: Ra 0.4μm
Linearity of screw: 0.015mm/m
Hard-chrome plating hardness after nitriding: ≥950HV
Chrome-plating layer depth: 0.025~0.10mm
Bimetallic layer depth: 3-5 mm