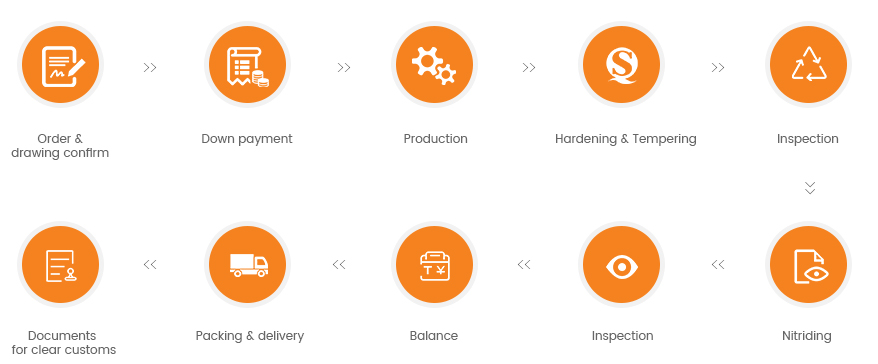
Процесс лечения:
Напыление биметаллического слоя
Центробежное литье биметаллическое
Технические параметры:
Глубина сплава: 0,8-2,0 мм
Твердость сплава: HRC56-65
Биметаллическая бочка для инжекционно-литьевой машины
Диаметр винта: Ø20-Ø220 L/D=20-22
Усилие зажима пресс-формы: 100KN-35000KN
Масса дроби: 30-30000 г
Конструкция шнека и степень сжатия могут быть разработаны в соответствии с различными продуктами и сырьем.
Базовые материалы:
1)38CrMoAlA (JIS SACM 645)
2)42CrMo (AISI 4140)
3)Cr12MoV (JIS SKD-11)
4)4Cr5MoSiV1 (JIS SKD-61)
5)9Cr18MoV
6)DC53 (JIS G4404)
Биметаллические легированные материалы:
1) Сплав на основе железа
2)Сплав на основе никеля
3) Сплав на основе Co
4)Сплав на основе NiCo
5) Карбид вольфрама
Технология обработки:
Термическая обработка
Высокочастотная закалка
Азотирование
Твердое хромовое гальваническое покрытие
Сварка биметаллических сплавов
Технические параметры:
Глубина азотированного слоя: 0,50-0,80 мм
Твердость азотированного покрытия: 950-1100HV
Азотистая хрупкость: Менее 2 уровня
Шероховатость поверхности: Ra 0,4 мкм
Линейность винта: 0,015 мм/м
Твердость хромирования после азотирования: ≥950HV
Глубина слоя хромирования: 0,025~0,10 мм
Глубина биметаллического слоя: 3-5 мм